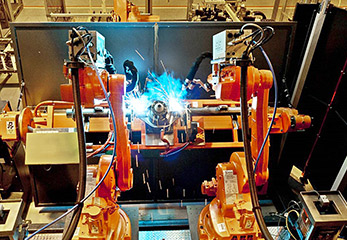
目前工业机器人在制造加工中主要从事上下料、焊接、装配、码垛、喷涂、检验、铸造、锻压、 热处理、金属切削等工作。
焊接已经从一种传统的热加工技艺—发展到了集材料、冶金、结构、力学、电子等多门 类科学为一体的工程工艺学科。
随着相关学科技术的发展和进步,不断有新的知识融合在焊接之中。焊接已成为最流行 的连接技术 ,显现了极高的技术含量和附加值 ,焊接已成为关键的制造技术 ,焊是 现代工业不可分离的组成部分 (在工业化最发达的美国,焊接被视为美国制造业的命脉, 而且是美国未来竞争力的关键所在 )。
焊接速度是机器人焊接最重要的参数;一般地说,低的焊速,规范调节很容易。
机器人焊接追求的目标:0.6—1.5 米 /min;焊速越高,参数的组合越困难;不仅调节 焊接参数,焊枪的前倾角(行走角),焊丝的干伸长度等均有很大的影响。